自力切削式インサートナット“エンザート”とは?特徴と加工方法
TOP >自力切削式インサートナット“エンザート”とは?特徴と加工方法
お役立ちコラム一覧は
目次
エンザートとは
私たちの身の回りの様々な製品が小型化・軽量化を図るために軽合金や樹脂などへの素材の置換、薄型化が図られています。その結果、母材のままではめねじの強度や耐久性が不足する事態が生じます。解決策の一つとして用いられるのがインサート(インサートナット)と呼ばれる埋め込み式のナットです。
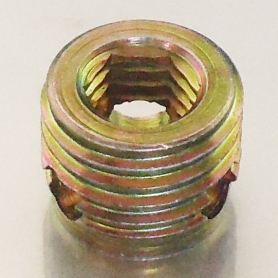
これらの内エンザート は自力切削式インサートナット と呼ばれるめねじ補強用のインサートです。
主にアルミ合金や樹脂など比較的強度の低い素材(直タップではねじバカ【ねじ山がつぶれてねじが止まらなくなる状態】を起こし易い材料)に挿入してねじ部の機械強度を補い、信頼性の高いねじ締結を可能にします。
▲目次に戻る
エンザートの特徴
エンザート は軽合金、樹脂など直タップのねじ山がつぶれやすい母材へ、母材に開けた下穴へ直接埋め込むことが出来る “自力切削式” セルフ・タッピング・インサート です。タップ切りは必要ありません 。
エンザート紹介動画 (提供:ケー・ケー・ヴィ・コーポレーション株式会社様)
VIDEO
VIDEO
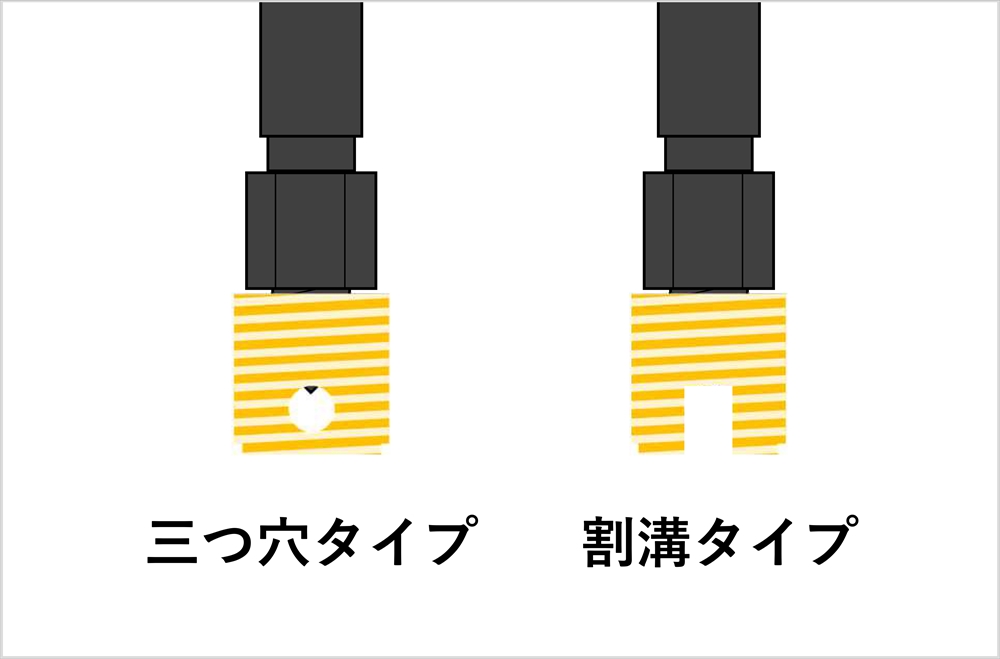
エンザート は外側と内側のどちらにもねじ山を持つ円筒形をしており、割溝 または三つ穴 の切り刃があります(ねじ塑性成形型の305型を除く)。切削 してめねじを成型し、エンザート外周の外ねじが母材としっかり噛み合うことで耐久性のある強固なねじ締結を可能にします。
さらに切り刃の間にあるねじ山はエンザート自身のテーパー角によって楔形状となる為、逆回りを食い止めるセルフロック機能 を果たします。
挿入作業は専用工具を用いて機械加工や
ハンド加工を容易に行うことが出来ます。
また、専用工具が無くてもボルト・ナットと組み合わせてハンド加工が出来ることも強みと言えます。
▲目次に戻る
基本タイプ
三つ穴と割溝
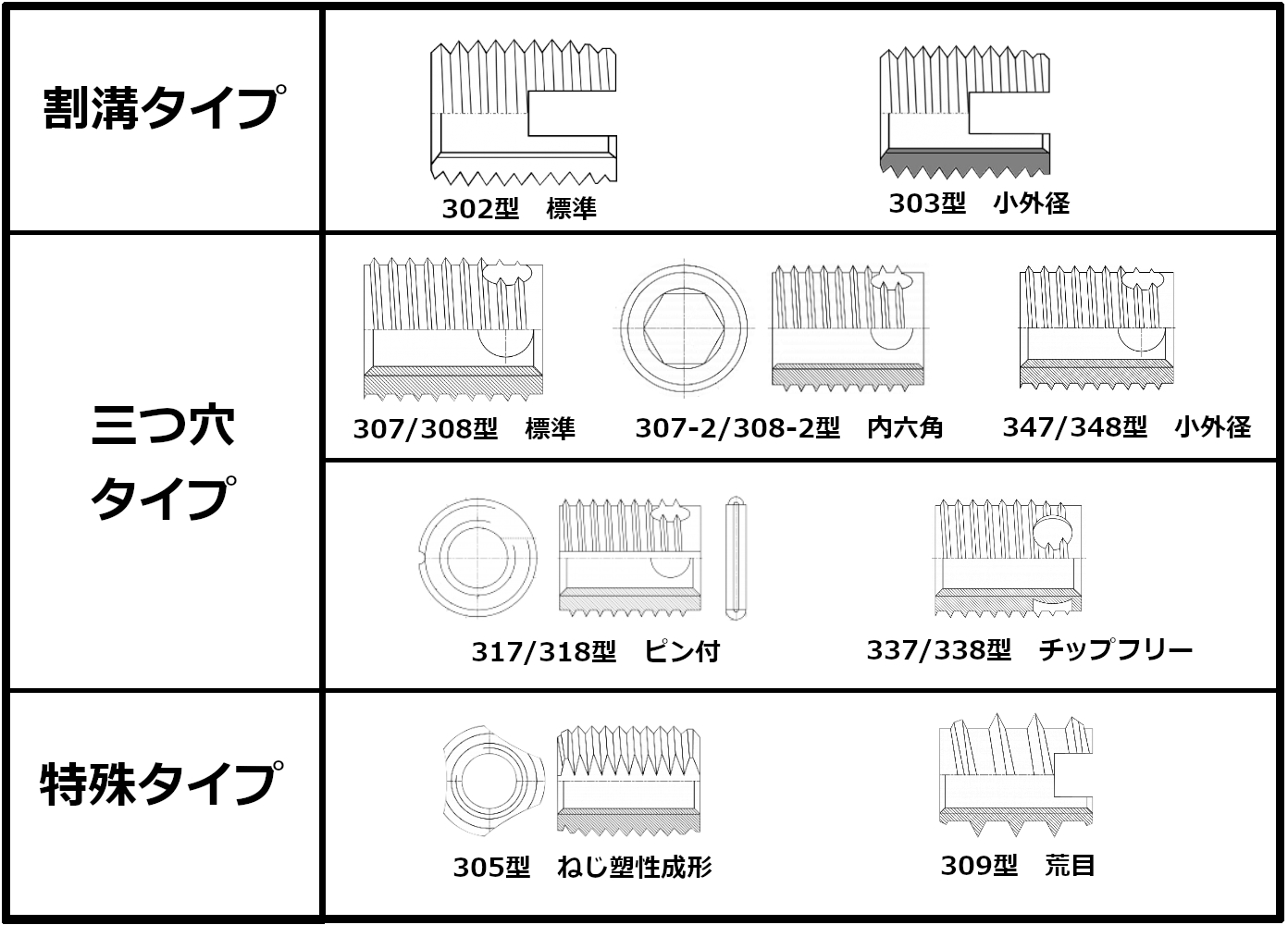
エンザートは大きく分けると割溝タイプ と三つ穴 タイプ、それ以外の特殊タイプ に分けることが出来ます。
エンザート型別外観一覧
汎用性が高いのは三つ穴タイプ です。外周ねじ山が割溝タイプより低く肉厚が若干厚くなっており強度が高まっています。サイズが無い場合を除き、三つ穴タイプを使用することをお勧めします。
標準型 (302,307/308型)に比べ同じ呼び径に対して外径が小さくなる小外径型 (303,347/348型)は、外径が小さいため各種強度が低下します。スペースに制約がある場合を除き、標準型がお勧め です。
三つ穴 タイプ
割溝 タイプ
付加機能を持つ三つ穴タイプ
ピン付 タイプ
エンザートを挿入後にピン穴(半周分)をドリルで開けハンマーでピンを打ち込むための溝 が307/308型の外周にあります。
チップフリー タイプ
切り刃が三つ穴止まり穴 なので、挿入時に出る切り粉をこの止まり穴ポケット(チャンバーと呼びます)に閉じ込めます。
六角内ねじ タイプ
六角内ねじタイプ専用工具6102型
先端が六角形状の6102型専用工具 や六角レンチ を使用すれば工具への着脱に回転動作が必要ない ので作業時間の短縮を図れ、また反転機構の無いドリル等も使用できます。
樹脂材に使用すれば、六角レンチ等でリサイクル時の分別処理が簡単に行えます。
▲目次に戻る
特殊タイプ
ねじ塑性変形 タイプ(305型)
可塑性の高い樹脂全般に使用します。切り刃を持たず相手材を塑性変形させて目ねじを形成し切粉を出しません。
超粗目外ねじ タイプ(309型)
309型
硬質・軟質木材、パーティクルボード、軟質樹脂に使用します。通常は割溝(切り刃)を下 に(挿入側)して切削式(セルフタップ)で使用します。特に柔らかい相手材 に対しては 割溝を上 に向けてねじ塑性成形式として使用します。
▲目次に戻る
相手材ごとの適性
エンザートは相手材によってタイプを使い分けます。
エンザート型別外観一覧
金属材料
鋳鉄
302型 (快削鋼製)
を用います。タップオイルや切削油を使用すると作業性が向上します。
軟鋼
307型 /
308型 (いずれも快削鋼製)
をタップオイルを使って使用します。エンザート専用タップにより一部にタップすると挿入しやすくなります。
アルミ鋳物 快削性 のあるものは
302型 を使用します。時効硬化処理 したものや難削性 のあるものは
307型 /
308型 を選択。
アルミ型材
307型 /
308型 を使用。
アルマイト処理したアルミ エンザートの使用は困難 です。下穴の硬化部分を取り除く かエンザート専用タップで一部にタップ することで使用できます(
307型 /
308型 を使用)。
高強度アルミ・ステンレス鋼・焼き入れ鋼 使用できません。 最大下穴径 の下穴を開け、エンザート専用タップでエンザートの長さ1/2から2/3程度の前タップ をし、
307型 /
308型
を使用します。
※エンザート専用タップ併用の際の注意
難削材であるほど深くタップを切る必要が有りますが、最後の2〜3山分は必ずエンザート本体によるセルフタップ を行い相手材にロックさせてください。
エンザート型別外観一覧
プラスチック
可塑性の高い樹脂 (塩ビ、デルリン、ABS等)
302型
または
305型
を使用します。305型は切粉が出ません。
307型 /
308型
も使用可能です。
硬く割れやすい樹脂 (ポリエステル、エポキシ、ポリカーボネイト、FRP等)
307型 /
308型
を使用。
木材
軟質木材・パーティクルボード
309型
をめねじ塑性形成式【割溝を上にして挿入 】にて使用。
硬質木材
302型
または
309型
を使用。
▲目次に戻る
下穴の設定
下穴径
エンザートの機能を十分に発揮させるには刃先を相手材にセルフロックさせることが重要となります。そのためにエンザートの下穴径は相手材の被削性や加工性によって微調整が求められます。
一般的な材料に対しの下穴径の目安です。
エンザート 下穴径目安
相手材
エンザートのタイプ
※引っ掛かり率
可塑性の高い樹脂・硬質木材
302型
50-60%
硬質樹脂
302型
40-50%
SMC・BMC
307/308型
60-70%
快削性のあるアルミ鋳物
302型
40-50%
強度の高いアルミ型材等
307/308型
50-60%
SMC(Sheet Molding Compound)とBMC(Bulk Molding Compound)は不飽和ポリエステル樹脂を使った代表的な熱硬化性成形材料です。
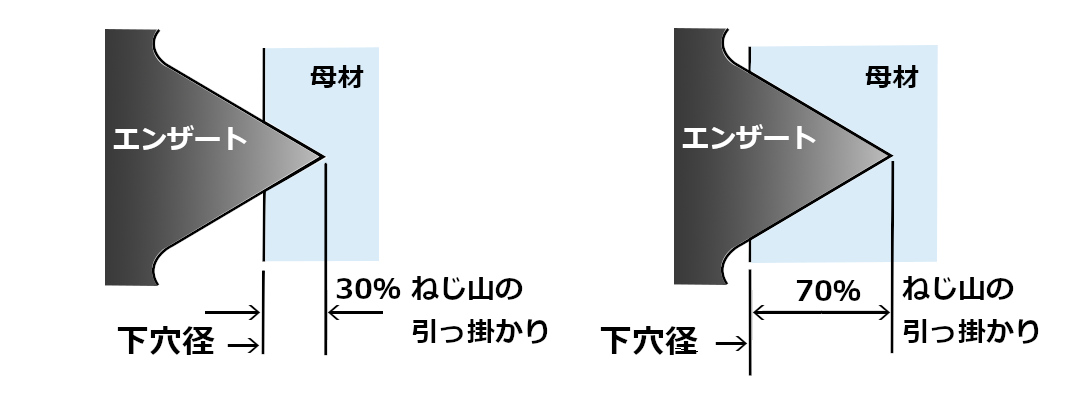
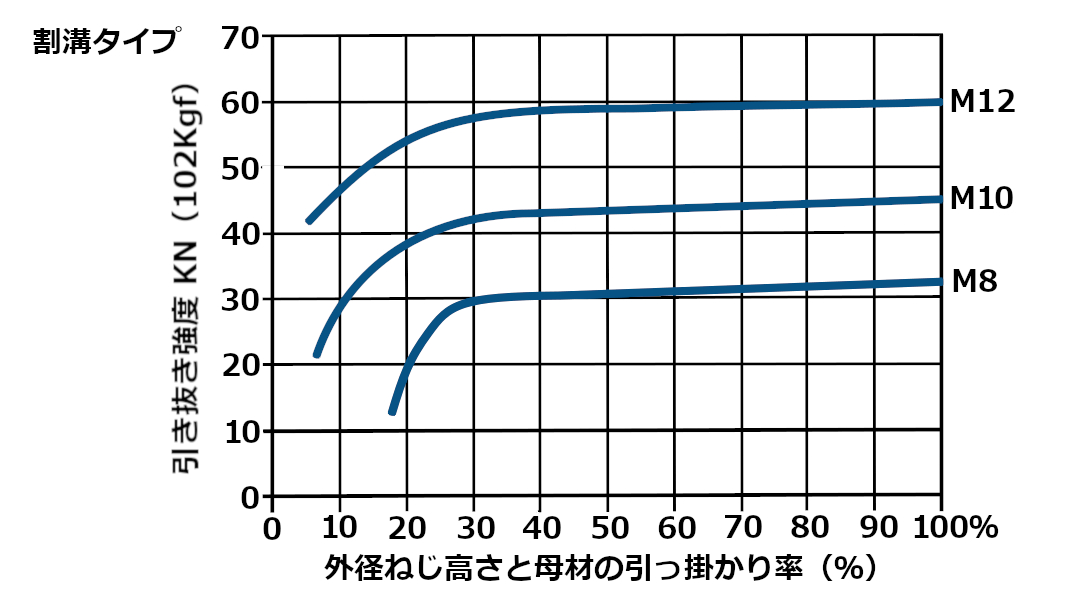
※引っ掛かり率とは
エンザートの外径ねじがどれだけ母材と噛み合っているかを表した数字です。【引っ掛かり率(%)】=【ねじ山の引っ掛かり高さ】÷【外径ねじ山高】×100
引き抜き強さに関して割溝タイプは引っ掛かり率30%で、三つ穴タイプは50%でほぼ最大の強さが得られます。
(図は割溝タイプの引抜強度と引っかかり率)
エンザートはセルフタッピングすることで母材へしっかりセルフロックします。下穴径が大きすぎる とエンザートの母材への固定が不十分 となり空回りするなど接合強度不足の原因となります。
また、小さすぎる 下穴径もトラブルの原因 になります。加工トルクが過大になり工具や装置の破損を引き起こします。挿入加工の最終段階でピッチ遅れ −エンザートが1回転に対して1ピッチ分前進することが出来なくなること−が生じ、挿入加工前半と後半のピッチ送りの差によりエンザートが軸上方へ強く圧迫されることになります。このことにより母材に噛み合っているエンザートの外周ねじ山が損傷 し緩みを生じます。
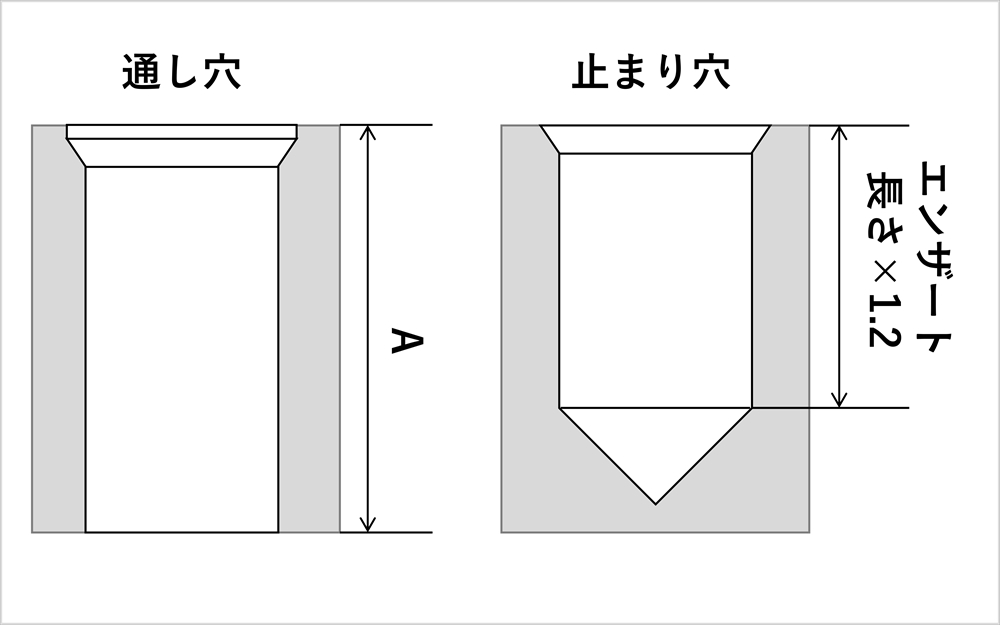
下穴の深さ
通し穴の場合 : エンザートの長さ以上 とします。
止まり穴の場合 : エンザートの長さ×1.2 とします。
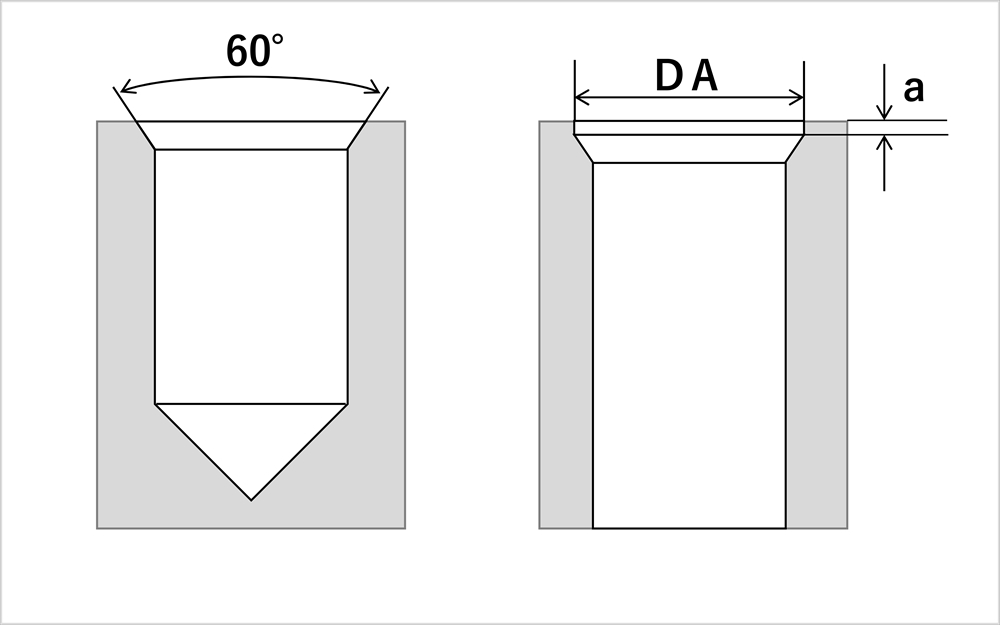
下穴の面取り
下穴に面取りをすることで材料面よりも深くエンザートを入れることが出来、接合時に想定外の隙間を生じません。また、加工工具と相手材表面との衝突を防ぐことが出来ます。
(1)金属・軟質プラスチック
(2)FRP、ベークライト等割れやすい樹脂
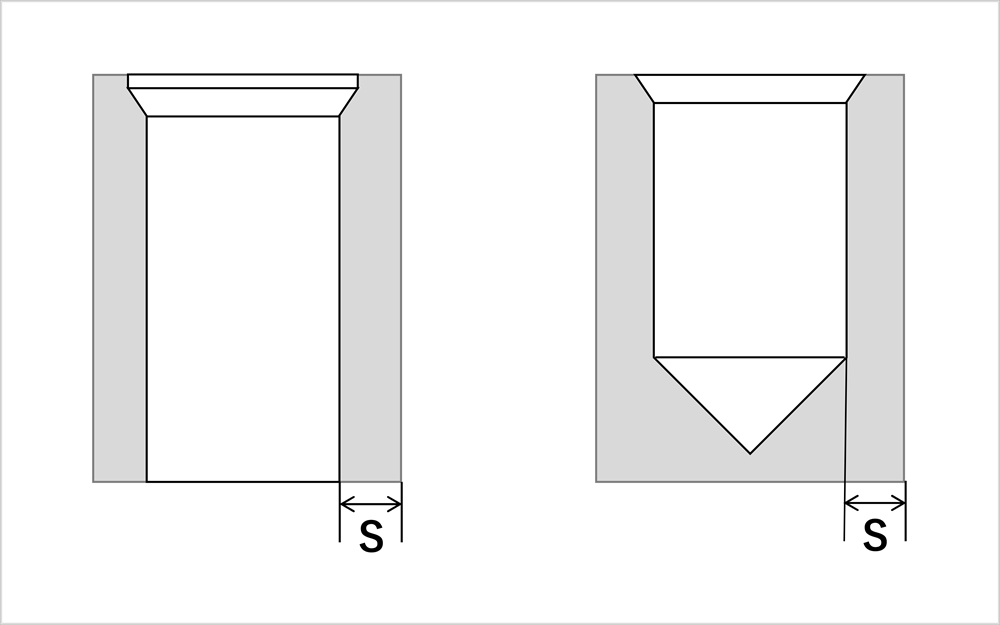
壁の厚さ
母材の材質や弾性によって下穴から母材単までの安全な長さ(図S)が異なります。
鋳鉄 (0.3-0.5)×(d2:エンザートの外径)
▲目次に戻る
専用工具 エンザートの装着と挿入の方向
エンザートの加工は、めねじ補強材となるインサートを相手材へアッセンブリ (組み付け)する工程と相手材へめねじをタップ加工する工程とが同時に行われるためにインサート加工の省力化を図れるのが大きな特徴です。
専用工具
機械加工用の工具と、ハンド加工用の工具が用意されています。
順に 610型(ハンド工具) 620型(機械加工用) 621型(延長型) 6102型(六角内ねじ用ハンド・機械加工共用)
加工はエンザートの内ねじを利用します。ですからエンザートのサイズ (呼び径) 毎に専用工具が必要 になります。
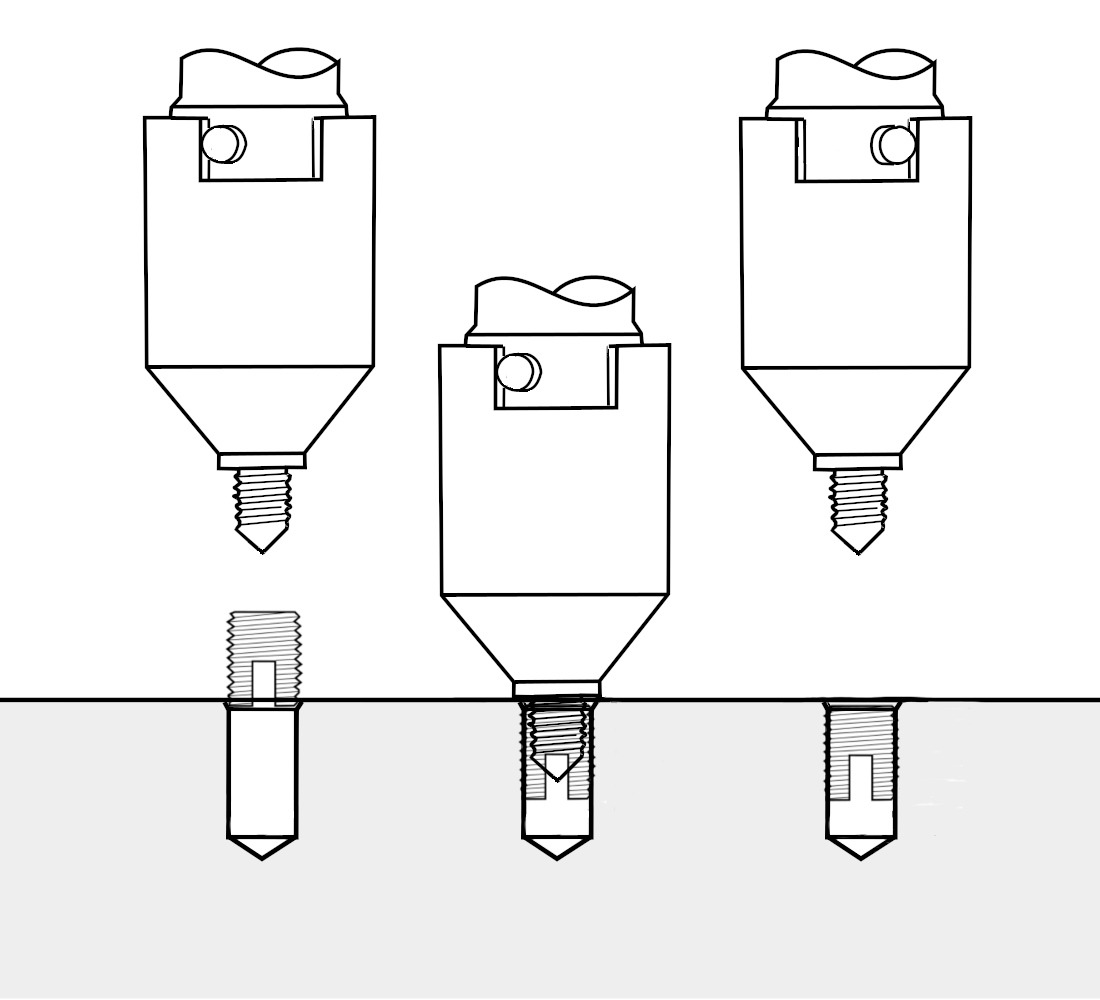
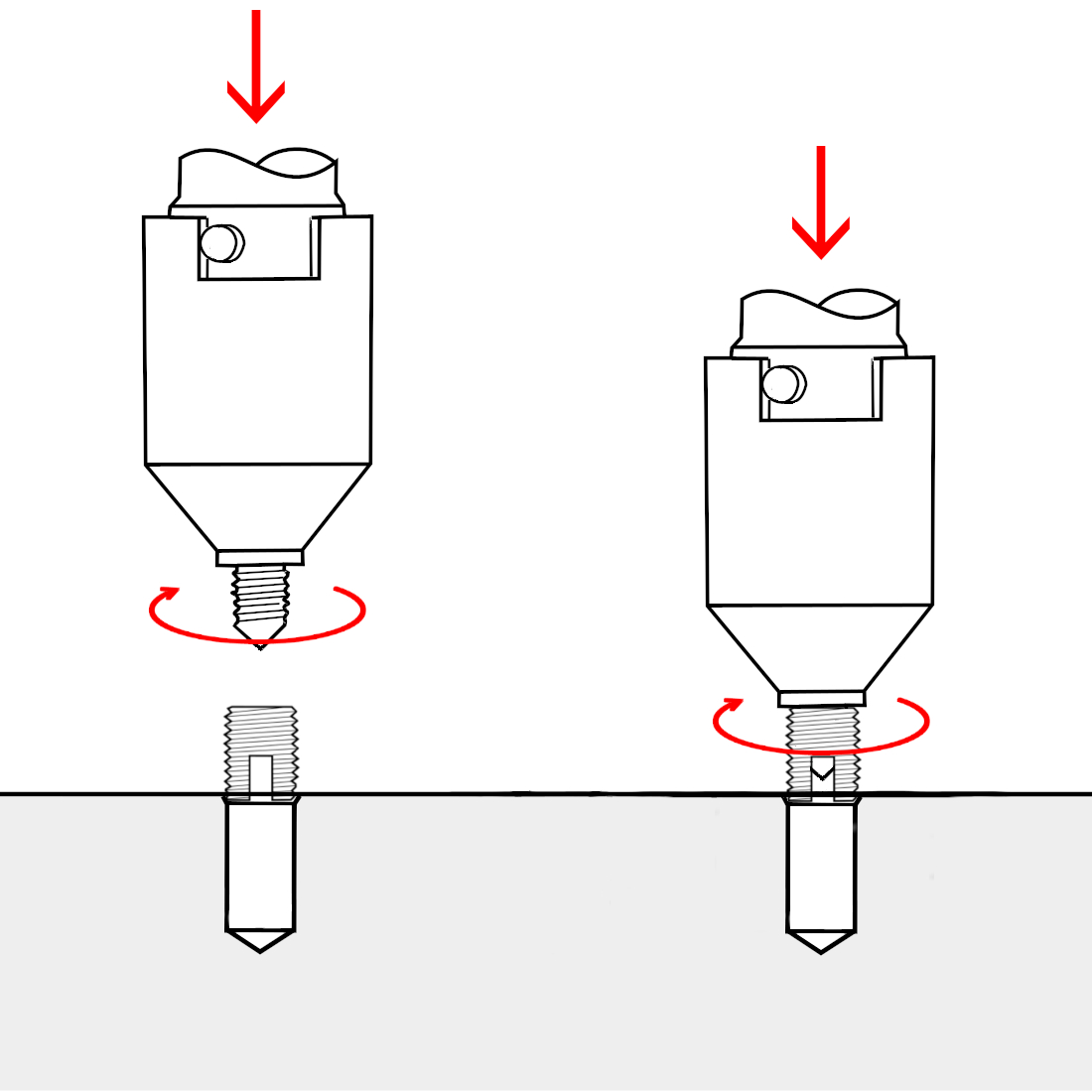
エンザートの装着・挿入の方向
エンザートは三つ穴または割溝切り刃がワークにタップを切る為、切り刃を下(ワーク側) にして工具に装着して下さい(305型は上下方向の区別はありません。309型は切り刃の向きで切削型と塑性変形型に使い分けます)。
307型等の短寸のエンザートを使用する場合、切り粉の排出を妨げない様にスタッド (工具先端部)が三つ穴や割溝を塞がない ように調整します。ハンド工具610型の場合は長すぎる分をグラインダーでカットします。
ボルト・ナットでエンザートの挿入を行うことも出来ますが、その場合もボルト先端で切り刃を塞がないように調整します。
▲目次に戻る
機械によるエンザートの加工
機械加工に使える専用工具
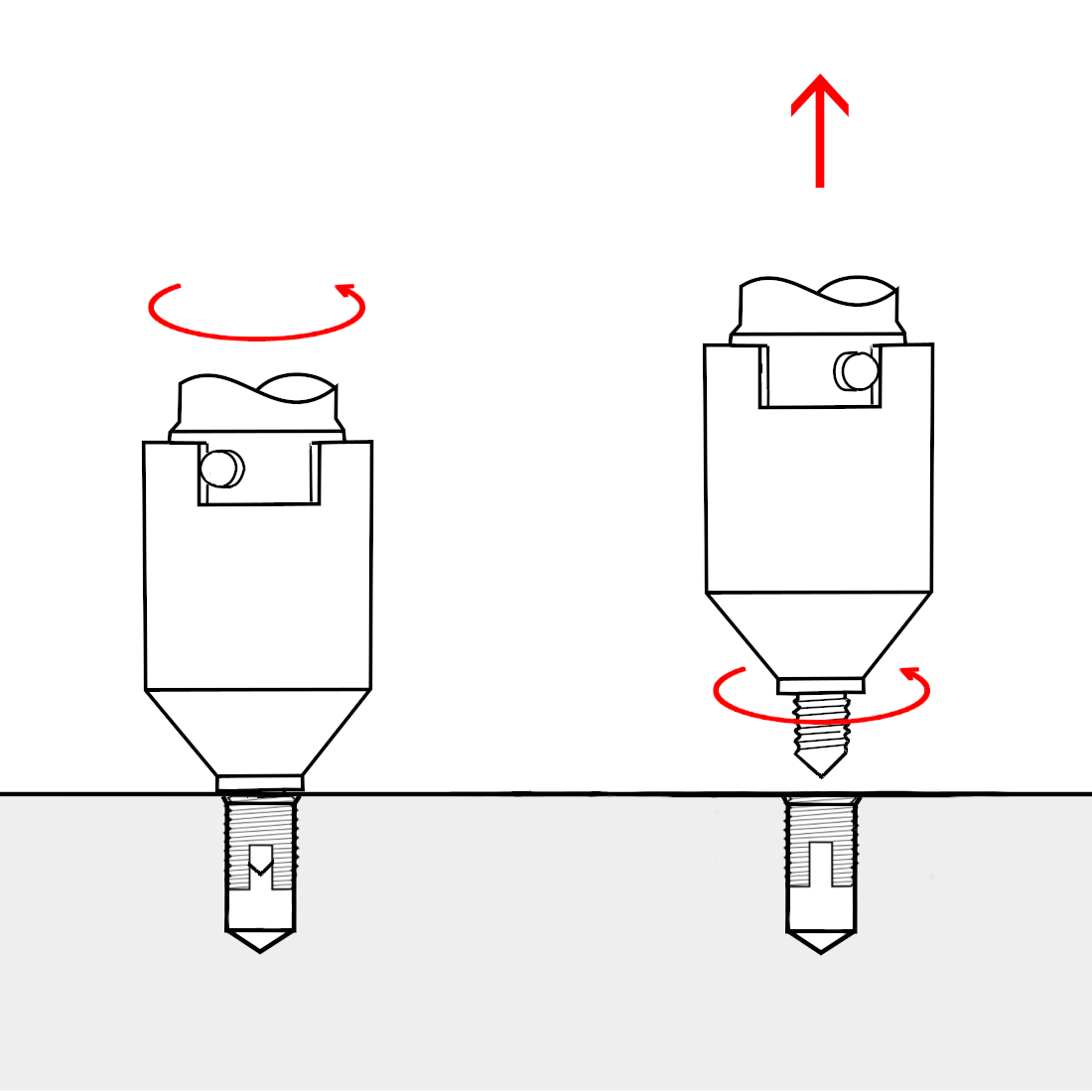
加工不良を避け工具の保護の為に機械加工では定寸深さで回転を反転させる必要が有ります。反転位置を機械側で設定できる タッパー(タッピングマシン)またはボール盤を使用し、反転位置は事前に機械側で設定。作業者の目測や勘で反転させることは避けます。
エンザート加工専用工具をタッパーへ装着し専用工具のピンが左側 にあることを確認します。
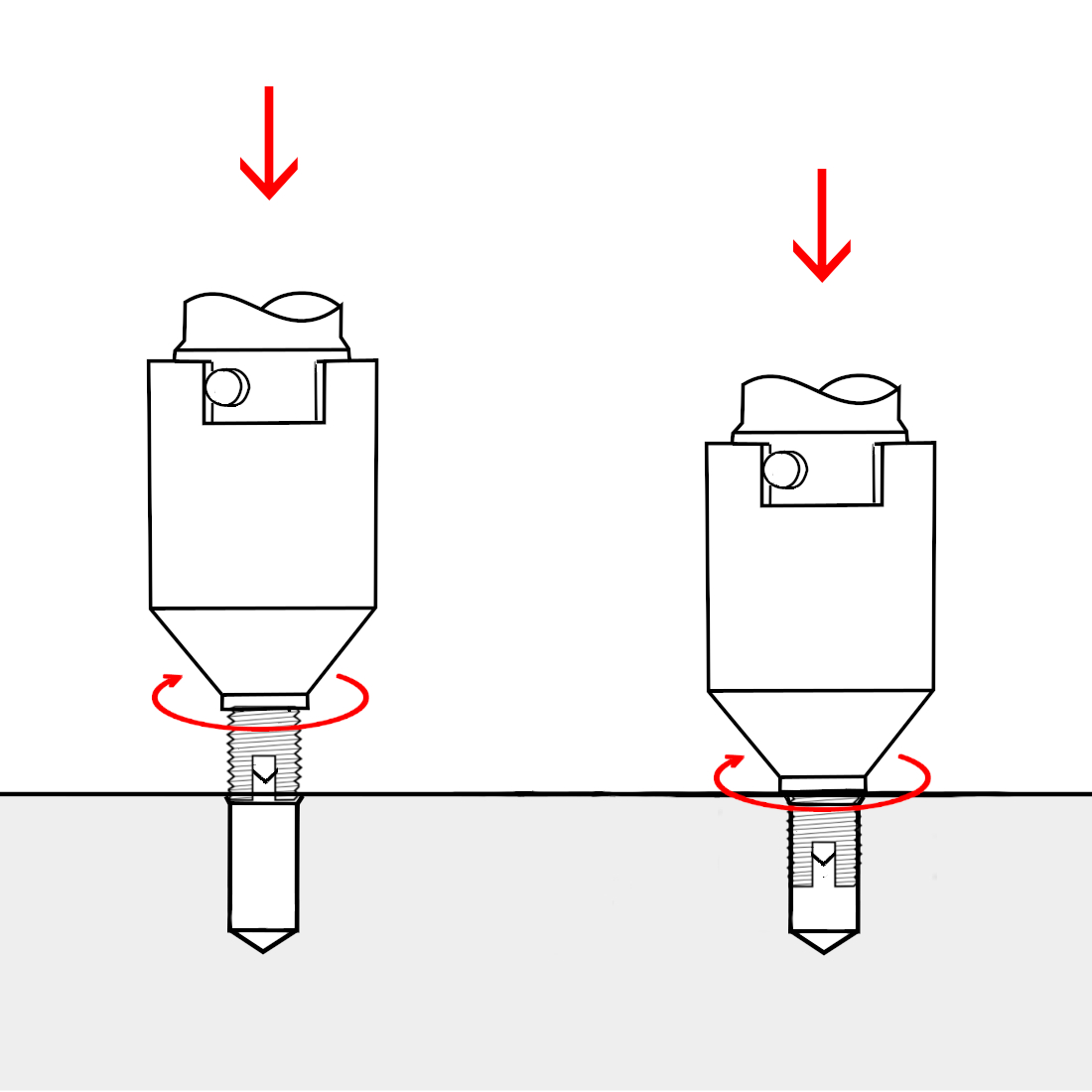
下穴の上にエンザートを三つ穴または割溝を下にして真直ぐに置き 、機械の回転を利用して専用工具に取り付けます(または機械の回転を止めて工具に直接装着します)。
エンザートが完全に専用工具に装着された時点で送りに少し圧力を掛ければワークにエンザートが喰い付きます。その後は回転だけでエンザートがセルフタップしながらワークへ潜り込みます。
事前に設定した加工深さに達し機械が反転すれば、ピンの位置が右に移動し専用工具だけがリリースされます。
▲目次に戻る
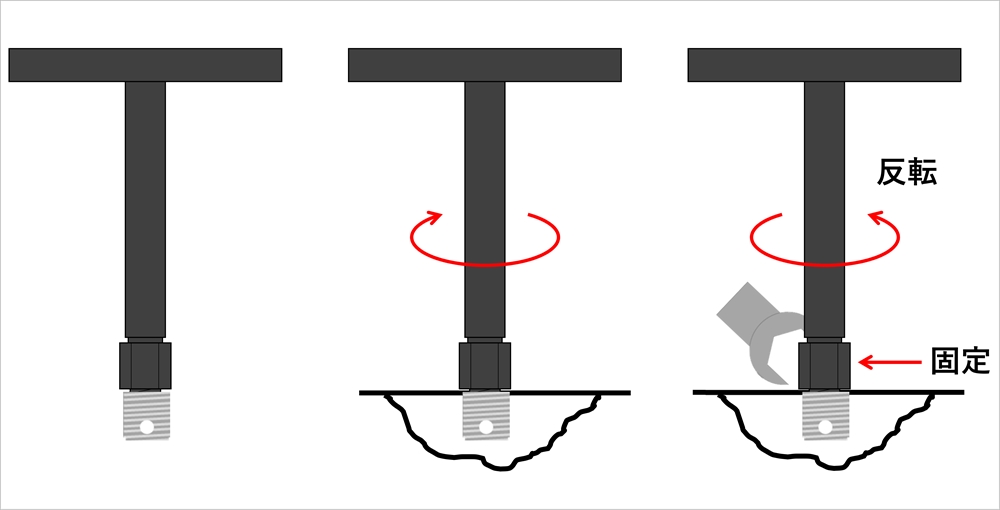
ハンドツールによるエンザートの加工
ハンド加工に使える専用工具
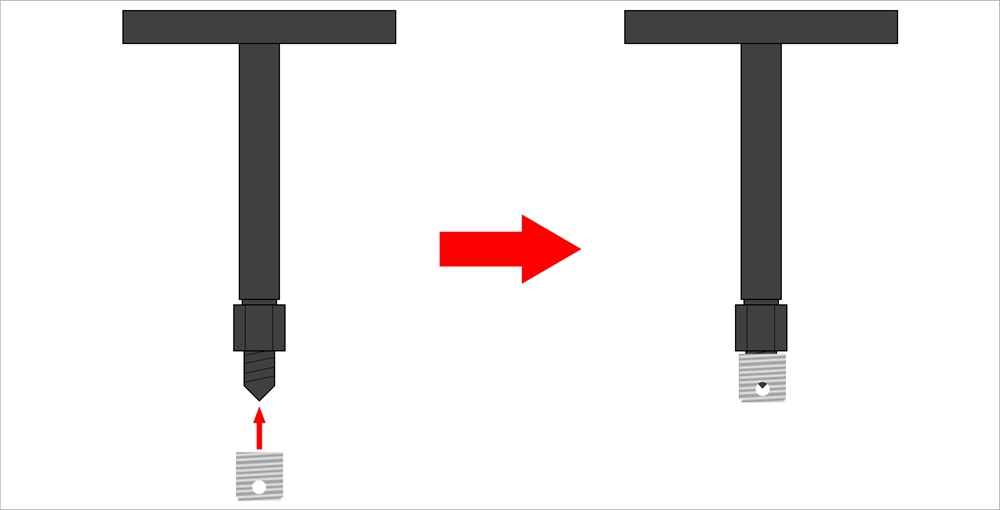
三つ穴または割溝を下 にしてエンザートを専用ツール先端のスタッドへ取り付けます。その際奥までしっかり挿入します。620型や621型工具の場合はピンの位置が必ず向かって左側であることを確認します。
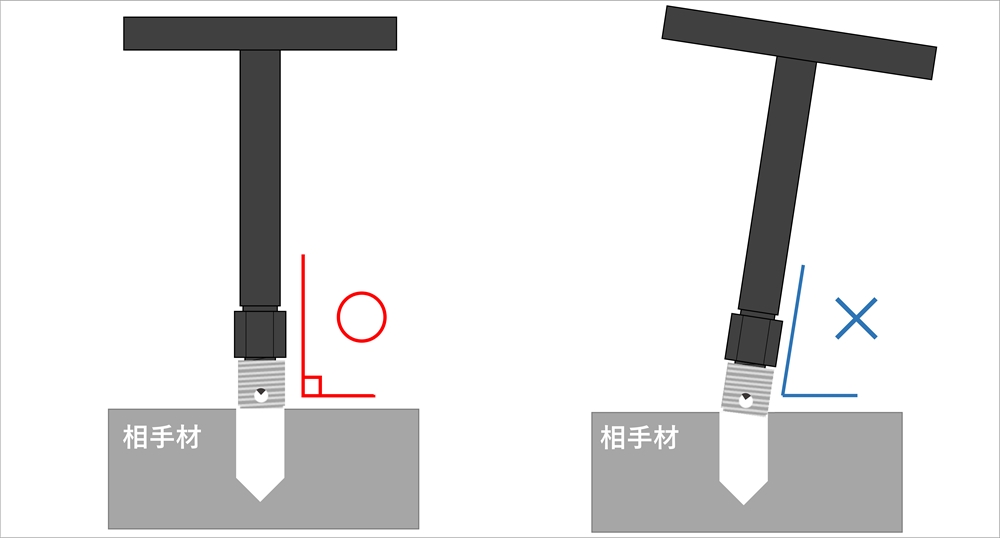
タップハンドルを時計回り(右回り)に廻し、ワークにエンザートが1、2ピッチ分沈んだエンザート喰い付き時に、90度離れた2方向から 下穴に対して傾きが無いことを確認 します。傾きがあれば、工具を反転させずに立て直し てください。エンザートが1/3から1/2以上入ってからの立て直しは不可能 です。
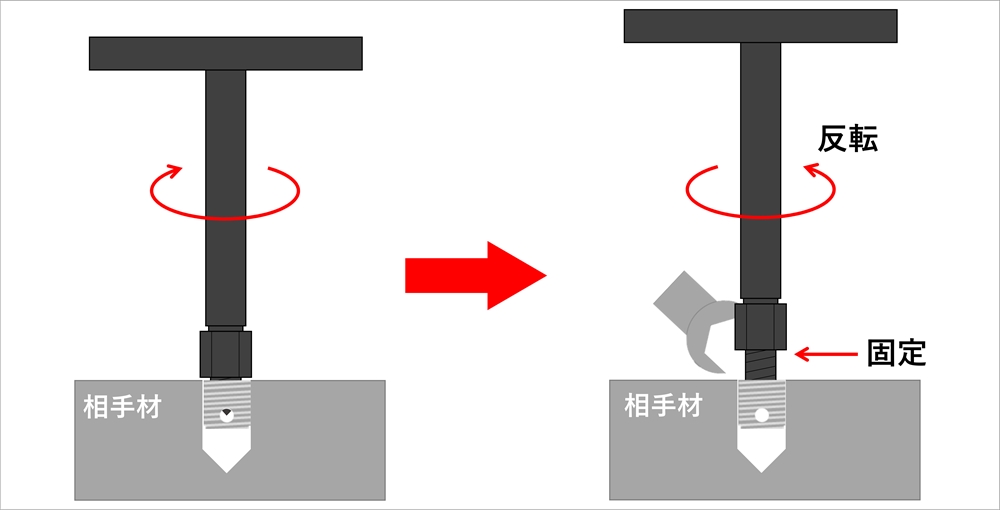
所定の位置までエンザートが入ったなら、ハンド専用610型使用であれば六角部をスパナで固定しハンドルを左へ反転すると工具だけがフリーになります。機械加工・ハンド加工兼用の620型・621型工具の場合は左へ反転させるだけでピンが自動的に右に移動し、工具はフリーになります。
▲目次に戻る
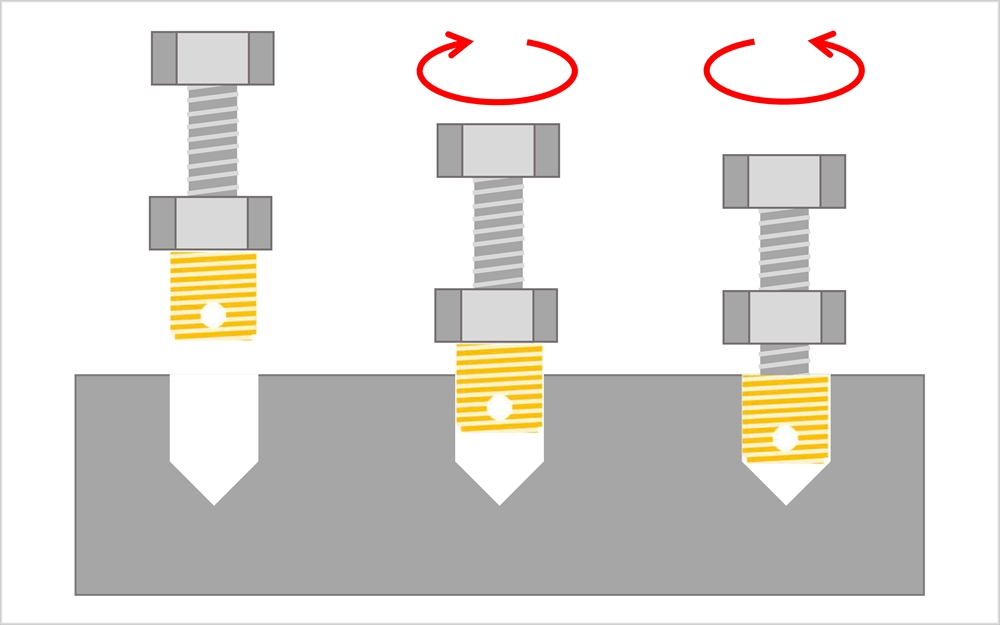
ボルト・ナットを使う加工方法
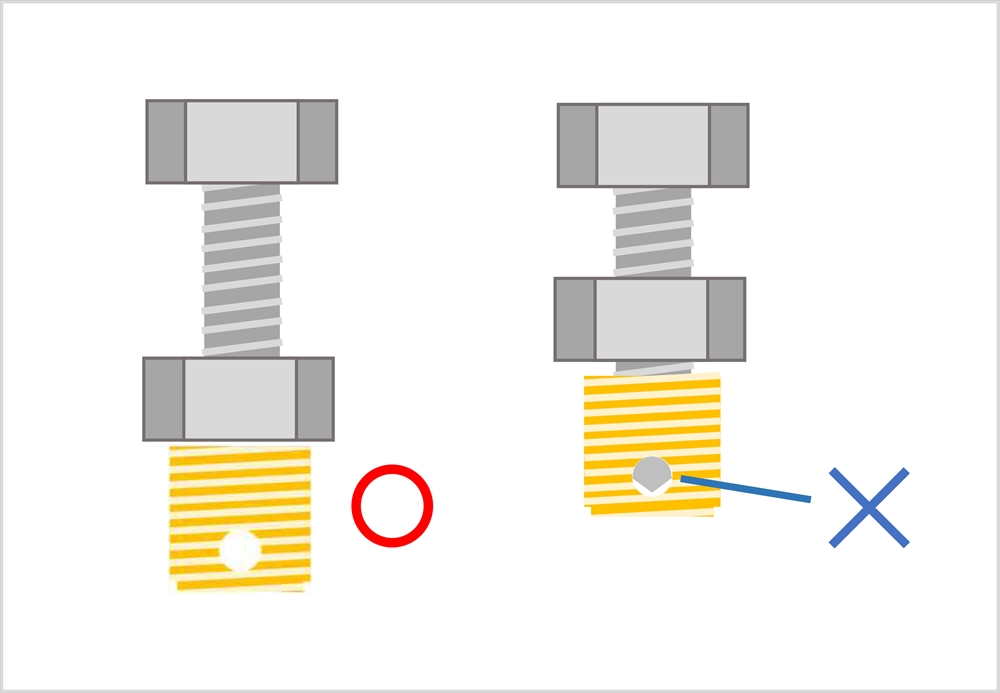
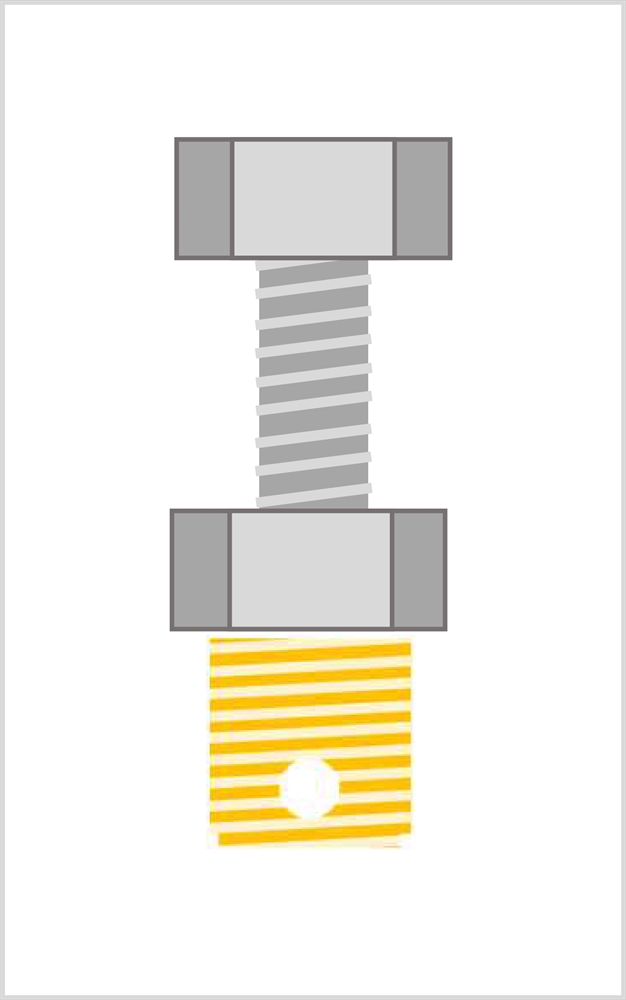
下の図の様にボルトナットを組み合わせエンザートとナットを「ダブルナット」状にすることでエンザートの加工が出来ます。
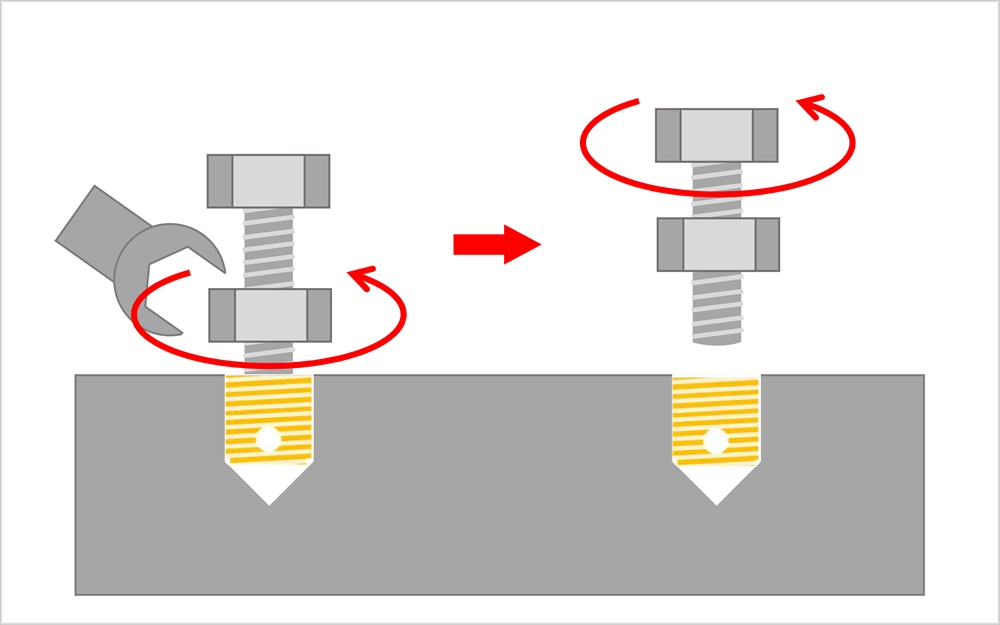
挿入加工するエンザートと同じ呼び径のボルト・ナットを用意し、ボルトに予めある程度ナットをねじ込み、次いでエンザートをセットします。そして嵌めていたナットを左回りに廻しエンザートにピッタリ密着させます。
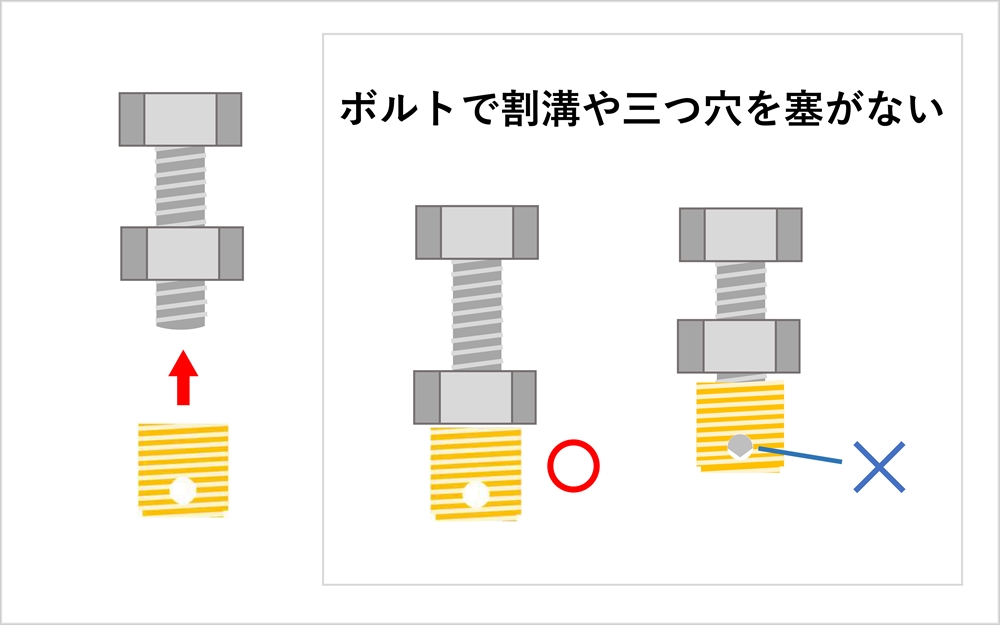
この際、ボルトで三つ穴や割溝を塞がない ようにします。
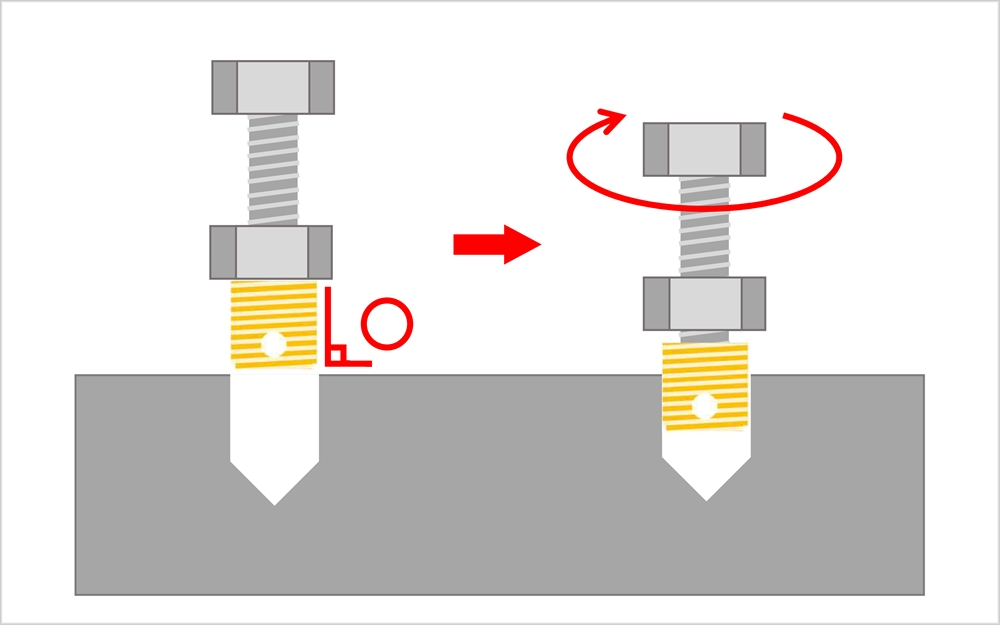
ボルトを時計回り(右回り)に廻し1、2ピッチ分エンザートがワークへ食いついたところで2方向から下穴へまっすぐ入っていることを確認します。傾きがあれば工具を反転させずに立て直してください。エンザートが1/3から1/2以上入ってからの立て直しは不可能です。
所定の位置まで挿入出来たらボルトを固定しナットを左回りに廻して緩め、ボルトとナットをエンザートから外します。
▲目次に戻る
加工上の注意点
合芯性
エンザートは下穴に習って入っていきますが、エンザートを真直ぐに下穴へ挿入するためには芯合わせが重要となります。
ハンド加工の場合はエンザートの喰いつき時(1、2ピッチ挿入時)に必ず2方向から傾きが無いことを確認 してください。エンザートが1/3以上入った後は立て直しできません。
タップオイルの使用
エンザートの加工にはかなりの発熱がありますので、金属材料にはタップオイルまたは切削油の使用をお勧めします。オイルの使用は加工トルクを低減させ工具を長持ちさせます。また、オイル使用のためにエンザートが緩みやすくなることはありません。
硬質樹脂には真水や石乗ル水の使用が効果あります。使用後は十分に乾燥させてください。
ワークの固定
エンザート加工中は強い回転トルクがワークに働きます。ワークを作業台へ固定 するか正回転・逆回転いずれの方向に対しても回転止めを装着 してからエンザート加工を行ってください。
▲目次に戻る
資料 下穴参考値
以下は下穴加工の型毎の参考値です。エンザートの下穴径は相手材の被切削性や加工性によって微調整する必要が有ります。材料独自の加工性は数値では表すことが出来ない為、メーカーでは相手材の引張強さや硬度を基準にした下穴参考値(単位はmm)を公開しています。
下穴を選定する際に不確定な要素が多い為、必ず試作を行い下穴径を決定して下さい。
表中 Rm:引張り強さ(単位はN/mm^2)
表中 HB:ブリネル硬さ
307/308型 307-2/308-2型 317/318型 337/338型 標準外径三つ穴タイプ
―
母材の材質
エンザート内径
アルミ合金・軽金属
鋳鉄
真鍮・他の非鉄金属
硬質樹脂
メートル
インチ
Rm350位迄
Rm350以上
HB200位迄
HB200以上
―
―
M3
No.4
4.7
4.8
4.7
4.8
4.7-4.8
4.6-4.7
M3.5
No.6
5.6
5.7
5.6
5.7
5.6-5.7
5.5-5.6
M4
No.8
6.1
6.2
6.1
6.2
6.1-6.2
6.0-6.1
M5
No.10
7.5-7.6
7.7
7.5-7.6
7.7
7.6-7.7
7.4-7.5-7.6
M6
1/4
9.4-9.5
9.6
9.4-9.5
9.6
9.5-9.6
9.3-9.4-9.5
M8
5/16
11.2-11.3
11.5
11.2-11.3
11.5
11.3-11.5
11.1-11.2-11.3
M10
3/8
13.2-13.3
13.5
13.2-13.3
13.5
13.3-13.5
13.1-13.2-13.3
M12
7/16
15.1-15.2
15.4
15.2-15.4
15.4
15.2-15.4
15.0-15.1-15.2
M14
1/2
17.1-17.2
17.4
17.1-17.2
17.4
17.2-17.4
17.0-17.1-17.2
M16
5/8
19.1-19.2
19.4
19.1-19.2
19.4
19.2-19.4
19.0-19.1-19.2
引掛かり率
70% 60%
50%
70% 60%
50%
60% 50%
80% 70% 60%
▲目次に戻る
302型 標準外径割溝タイプ
―
母材の材質
エンザート内径
アルミ合金・軽金属
鋳鉄
真鍮・他の非鉄金属
軟質樹脂・硬質木材
硬質樹脂
メートル
インチ
Rm350位迄
Rm350以上
HB200位迄
HB200以上
―
―
―
M2.5
―
4.1-4.2
4.3
4.1-4.2
4.3
4.2-4.3
4.1
4.1-4.2
M3
No.4
4.6-4.7
4.8
4.6-4.7
4.8
4.7-4.8
4.6
4.6-4.7
M3.5
No.6
5.5-5.6
5.7
5.5-5.6
5.7
5.6-5.7
5.4
5.5-5.6
M4
No.8
6.0-6.1
6.2
6.0-6.1
6.2
6.1-6.2
5.9
6.0-6.1
M5
No.10
7.3-7.5
7.6
7.3-7.5
7.6
7.5-7.6
7.2
7.3-7.5
M6a
―
8.3-8.5
8.6
8.3-8.5
8.6
8.5-8.6
8.2
8.3-8.5
M6
1/4
9.0-9.2
9.4
9.0-9.2
9.4
9.2-9.4
8.8
9.0-9.2
M8
5/16
11.0-11.2
11.4
11.0-11.2
11.4
11.2-11.4
10.8
11.0-11.2
M10
3/8
13.0-13.2
13.4
13.0-13.2
13.4
13.2-13.4
12.8
13.0-13.2
M12
7/16
15.0-15.2
15.4
15.0-15.2
15.4
15.2-15.4
14.8
15.0-15.2
M14
1/2
17.0-17.2
17.4
17.0-17.2
17.4
17.2-17.4
16.8
17.0-17.2
M16
5/8
19.0-19.2
19.4
19.0-19.2
19.4
19.2-19.4
18.8
19.0-19.2
M18
―
21.0-21.2
21.4
21.0-21.2
21.4
21.2-21.4
20.8
21.0-21.2
M20/M22
3/4
25.0-25.2
25.4
25.0-25.2
25.4
25.2-25.4
24.8
25.0-25.2
M24
―
29.0-29.2
29.4
29.0-29.2
29.4
29.4-29.4
28.8
29.0-29.2
M27
―
33.0-33.2
33.4
33.0-33.2
33.4
33.2-33.4
32.8
33.0-33.2
M30
―
35.0-35.2
35.4
35.0-35.2
35.4
35.2-35.4
34.8
35.0-35.2
引掛かり率
50% 40%
30%
50% 40%
30%
40% 30%
60%
50% 40%
▲目次に戻る
303型 小外径割溝タイプ
呼び径
樹脂
軽合金
M3
4.0-4.2
4.2-4.3
M3.5
4.5-4.7
4.7-4.8
M4
5.3-5.6
5.6-5.7
M5
6.3-6.6
6.6-6.7
M6
7.1-7.5
7.5-7.6
M8
8.6-9.2
9.2-9.4
M10
10.6-11.2
11.2-11.4
▲目次に戻る
305型 ねじ塑性変形タイプ
呼び径
可塑性の高い樹脂
M3
4.6-4.7
M4
6.0-6.1
M5
7.3-7.4
M6
9.0-9.2
▲目次に戻る
309型 超粗目外ねじタイプ
呼び径
パーティクルボード・軟質木材
軟質樹脂・硬質木材
M3
4.1
4.2-4.3
M3.5
4.6
4.7-4.8
M4
5.1
5.2-5.3
M5
6.6
6.7-6.9
M6
7.6
7.7-7.9
M8
9.9
10.1-10.3
M10
12.4
12.6-12.8
M12
15.4
15.6-15.8
M16
20.4
20.6-20.8
▲目次に戻る
347.348型 小外径三つ穴タイプ
呼び径
樹脂
軽合金
M4
5.4-5.6
5.6-5.7
M5
6.0-6.1
6.1-6.2
M6
7.4-7.6
7.5-7.7
M8
9.3-9.5
9.4-9.6
M10
11.1-11.3
11.2-11.5
M12
13.1-13.3
13.2-13.5
M14
15.0-15.2
15.1-15.4
M16
17.0-17.2
17.1-17.4
▲目次に戻る
「ねじコンシェル.com」はねじ専門商社が運営するねじ通販 サイトです。ここで紹介した六角穴付ボルト を始めとする六角穴付製品の他にも、多種多様なねじを取り扱っています。さらに規格品だけではなく、ピン穴あけ・寸法切断・各種表面処理など、お客様の用途に合わせた追加工も承っております。
▲ページのトップに戻る
おすすめのコラム
お役立ちコラムは
会社名
藤本産業株式会社
住所
〒578-0957 大阪府 東大阪市 本庄中2-3-6
FAX
06-6747-5894
URL
http://www.neji-concier.com
説明
"ねじコンシェル.com"はねじ専門商社が運営するねじ通販サイトです。即納対応品は10万種以上。各種めっき品も豊富に在庫!更に多くの協力工場を持ち、ノンクロムめっきや焼きつき防止処理等の様々な高機能表面処理にも対応致します。特殊めっきのねじをお探しなら、是非お問い合わせ下さい!
▲ページのトップに戻る